Fidd88
-
Posts
196 -
Joined
-
Last visited
Content Type
Profiles
Forums
Events
Gallery
Everything posted by Fidd88
-

Frazer Nash FN5 gun-turrets
Fidd88 replied to Fidd88's topic in LSM 1/35 and Larger Work In Progress
For any readers of this old thread, my apologies for the malfunctioning links to youtube films. Either my account was hacked, or it was cancelled by Google, I couldn't get a straight answer out of them as to what had happened. So none of the films are now available. -
Hubert, that's a superb post, thank-you so much for taking the time to post it. Evidently I do not agree completely with your view, but I do very largely so. I also agree with you and Martin concerning social-media, which I too eschew for the reasons raised.
-
Some very sensible replies there I think. I especially agreed with HubertB. There's another "politically-correct" wokism I've noticed of late, that runs in tandem with sensitivity to aircraft markings in both RC modelling and plastic-modelling. This one concerns the makers of documentary films concerning WWII and the Third Reich. This involves referring to "Nazi tanks" or "Nazi aircraft" or "Nazi ships", rather than "German" ones. This is troubling on two scores, for a start the Kriegsmarine and to a lesser degree the Luftwaffe and Wehrmacht, were not infrequently luke-warm towards Nazism. Secondly, of course, if we're to learn anything from history, is that perfectly ordinary, non-Nazi Germans were capable of committing atrocities and did so with little or no push-back towards the authority requiring them to do so. Calling them "Nazi" or "Nazi German" creates the impression that it was only enthusiasts for the party who did so. Extensive recordings of German POW's at Trent Park (and other places) proves the reverse. The only reason these did not result in war-crimes trials was that getting Germany back on it's feet was considered more important in '45. It's noticeable how there's a generational change at work here. My father, who served in the wartime RAF, invariably referred to them collectively as "Jerry" or "Germans" (always pre-fixed by "bloody"!), my generation likewise, although we dropped the "bloody" on occasion, but the millenials now make this distinction of referring to "wartime Germans" as "Nazi Germans", and never ever just "Germans". Interesting no? Such are the nuances of history corrupted by the pc brigade to the point where we fail to learn from it - and have to repeat it, as the saying goes. IMHO of course.
-
I've been out of the kit-building hobby for 40 years, and these days am a scratch-building models. Nevertheless I was very interested in the video below which addresses the way "cancel culture" (or self-censorship to avoid it) is starting to affect the hobby. For now I'll reserve my own opinion on this, but as you may imagine it is not in favour of "cancel-culture"!
-
I was in ground school for my commercial flying license when "Black 6" went down, with a very senior RAF officer at the controls. We had an ex-RAF lecturer, who first thing in the morning breezed into the class-room, stating "I see the RAF claimed it's last 109 yesterday!". Nothing starts a day of "loading" instruction (much mathematics) like a bloody good laugh, as we were near weeping with boredom by the end of the day!
-
1/18 Focke-Wulf Fw190C V18 'Känguruh'
Fidd88 replied to airscale's topic in LSM 1/35 and Larger Work In Progress
Gentle bump for an update! -
Correct "Square" Polish insignia for 1940 Hurricane?
Fidd88 replied to Fidd88's topic in General Discussion
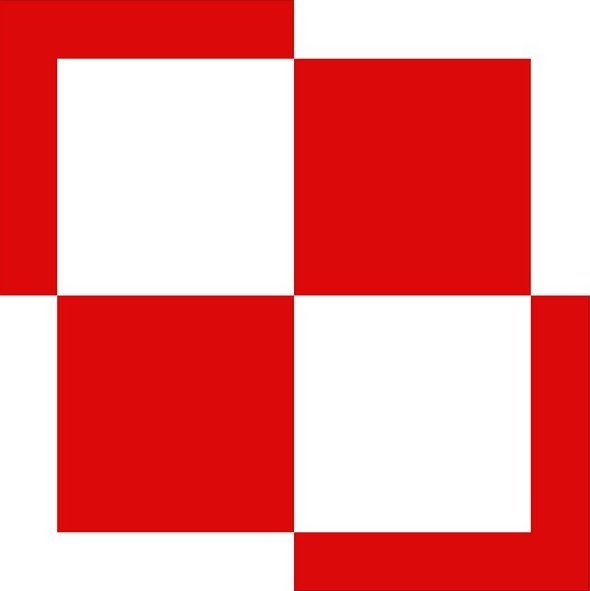
I suspect that there's a "rule" to the application of these that we're not getting. I suspect that when both are visible at the same time, they're the same orientation, but, if they're in a position where they cannot be simultaneously observed, then the port-side one is done one way around the one on the starboard was done as mirror imaged. This might account for why WW2 era aircraft seem to have differing orientations of the Polish insignia when on the forward fuselage. This, in a sense, is merely a similar rule as that applied to RAF fin-flashes, where the red if always on the forward edge of the insignia, white in the middle and blue on the aft edge, ie the starboard fin flash is the reverse colour sequence left to right, as that of the port side fin flash, Maybe the Poles adopted an RAF "rule" and then came up with a more sensible one later? -
Correct "Square" Polish insignia for 1940 Hurricane?
Fidd88 replied to Fidd88's topic in General Discussion
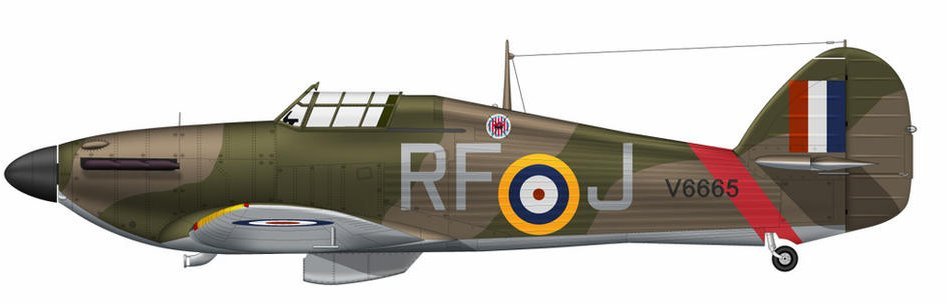
and yet,,, (from circa 1940/1)
-
Correct "Square" Polish insignia for 1940 Hurricane?
Fidd88 replied to Fidd88's topic in General Discussion
That's fine, You've probably just had us all looking through our display-shelves at models of Polish aircraft: "Wrong, right, wrong, wrong, wrong, right.." (et cetera ad Polonium) -
Correct "Square" Polish insignia for 1940 Hurricane?
Fidd88 replied to Fidd88's topic in General Discussion
Thankyou SO much for clarifying that. So basically I've done it wrong for a 1940's Hurricane, and have applied the "modern" form of it. Am I correctly stating that? -
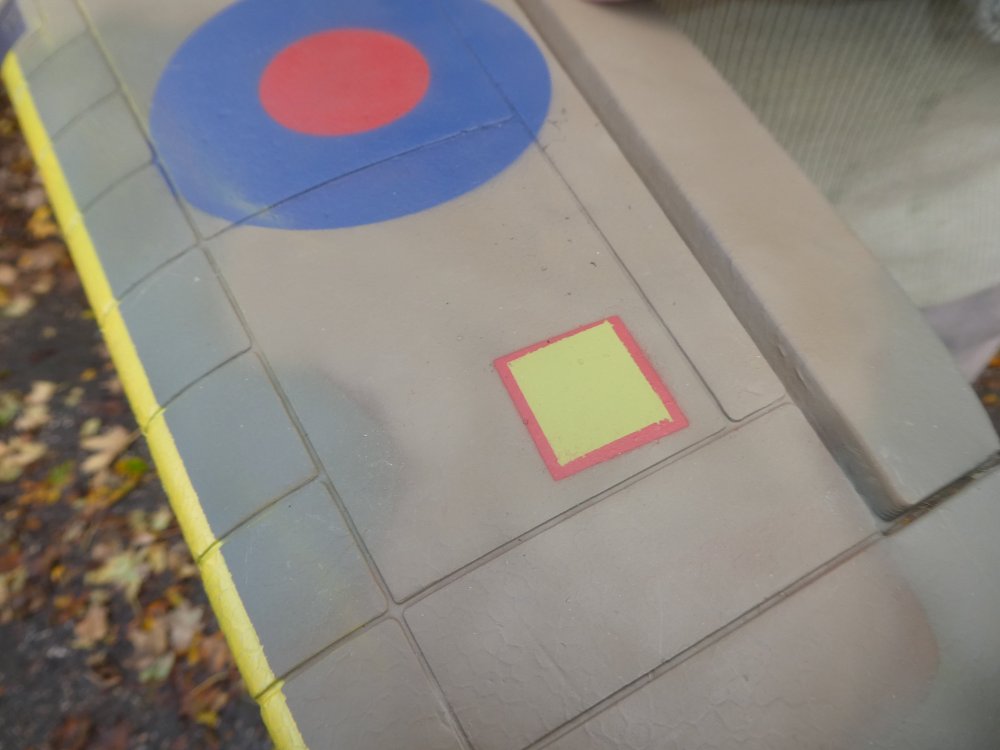
Lads, there's something that foxing me a bit at the moment. On the square "checker-board" Polish insignia, as painted on the starboard nose (pic attached) I've seen examples on film, on the internet and so forth oriented both so that the red squares on the marking are NE/SW as well as NW/SE. Can anyone cast light on why this is, and which do you consider correct? Was there, for example, a rule that has the marking in one orientation on the starboard side, and a different one on the port?? I'd really be grateful for a definitive answer here.... Are these right?

-
Frazer Nash FN5 gun-turrets
Fidd88 replied to Fidd88's topic in LSM 1/35 and Larger Work In Progress
Lads, there's something that foxing me a bit at the moment. On the square "checker-board" Polish insignia, as painted on the starboard nose a few posts above (or on the preceding page of posts) I've seen examples on film, on the internet and so forth oriented both so that the red squares on the marking are NE/SW as well as NW/SE. Can anyone cast light on why this is, and which do you consider correct? Was there, for example, a rule that has the marking in one orientation on the starboard side, and a different one on the port?? I'd really be grateful for a definitive answer here.... -
Frazer Nash FN5 gun-turrets
Fidd88 replied to Fidd88's topic in LSM 1/35 and Larger Work In Progress
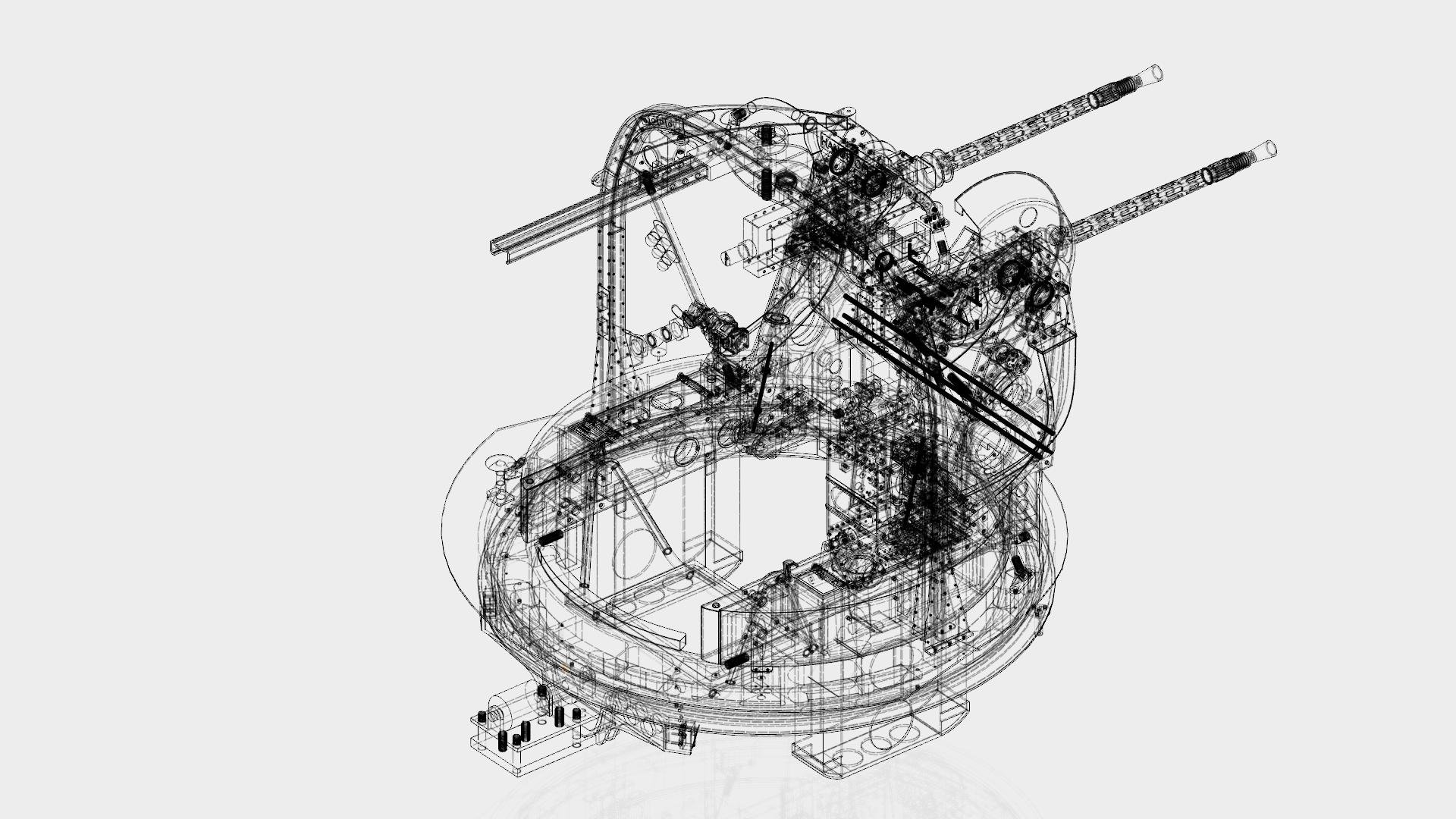
Hi all, I'm absolutely elated here. Chuffed to bits. There's been a "show-stopper" on the Wellington build for the last year almost, which has completely stymied further progress. In the standard geodetic joint, which occurs all over the airframe, there are two butterfly-shaped fittings in the middle of the joint. I'd looked into having these produced by a CNC milling-machine, and that proved madly expensive, even from China. You can see the joints here: Making these as a 3d shape, came out at over $16.000! I then looked into casting them, but for the numbers I need, and the amount of post-casting work it was not feasible either. Last night I realised that if I extruded the basic shape, but made it wider than it needed to be, then the "rail" could be secured to a CNC table without difficulty, and if the shapes were partially cut out, leaving 1mm thick tabs to keep the parts oriented properly, I could then drill the two holes in the "wings" of the butterfly. The parts could then be removed from the stock, cleaned up and then the final hole through the middle can be drilled whilst they are clamped in a jig. So theoretically, that should be much cheaper to make, as there's only a single CNC milling tool-path, rather than the multiple paths required for the $16,000 method. So I'm really pleased about that, as it's the final problem now solved before the build can commence. -
Frazer Nash FN5 gun-turrets
Fidd88 replied to Fidd88's topic in LSM 1/35 and Larger Work In Progress
Hi all, The last few weeks have been "a game of two halves" as we say here. The first half is continued strife with the electronics in the Hurricane, but as yesterday was the first time I managed to go flying the RC "Apprentice" foamie, the 2nd half looks to be improving after being grounded for well over 5 weeks now. I was climbing the walls! It was, it must be said, a bit of a silly day. The wind at surface level was 35-45 knots or so, and bitterly, bitterly cold. I'd gone dressed with my heavy Royal Navy submariner's jumper, and a heavy hooded duffle-coat, and even then was only just barely warm-enough, The flying was "lively" to say the least, with the model geostationary at 70% throttle S+L heading upwind, extreme turbulance from the trees in some places, and a really marked wind-gradient whereby the wind at 300' was a good 20 knots faster. Approaches had to be flat at 8 feet or so, so as not to find oneself going backwards on finals! It was nevertheless some much needed and highly entertaining flying, especially climbing up to 300' way upwind, then turning the aircraft back towards me, which of course rendered some epic ground-speeds! And so home for hot-coffee in the workshop thawing out in the workshop and recharging batteries. Good fun. Silly, and unwise, but good fun! I've finally sourced some appropriate electronic jacks, so I can now shorten some of the sillier overlong cables in the Hurricane, and so reduce the rats-nest of cabling required to be stuffed out of the way. But first I need to get it all working properly. The new folding support for assembling the aircraft at bench-height at the airfield worked fairly well. Needs a few adjustments such as a container to put batteries, leads, and rubber-bands in, but otherwise is there. Pic to follow, I'm quite pleased with it, as when it's folded flat in the boot of my car, it also functions to prevent the model being damaged by movement as the car goes around bends etc. I hope all your projects are going well. I've been helping a few lads with various turrets, and hope to do some remedial work on mine shortly. I want to get rid of the twisted fabric covered wire which holds other wiring to parts of the turret, and will use very thin strips of very thin lead instead, painted to resemble electrical tape, and see if I can get all the lights and lamps/gunsights working properly! -
Fw190A-8 3/JG1 crash Vreeland
Fidd88 replied to JeroenPeters's topic in LSM 1/35 and Larger Work In Progress
Utterly stunning sir, bravo! Just a thought, if the model is "under repair" in the diorama, it'd be normal to put the undercart legs onto axle-stands, or large wooden blocks, rather than having the bottom of the oleo's on the ground, I would think, -
Frazer Nash FN5 gun-turrets
Fidd88 replied to Fidd88's topic in LSM 1/35 and Larger Work In Progress
More filthy flying weather here in England. I've set out thrice for the field in recent day, only to turn back as I run into persistent rain/drizzle 5 miles from my house. There's a peculiar local weather-system whereby relatively warm humid air comes up the Severn estuary and turns to very low oragraphic cloud over the Cotswolds (hills), dumping continuous rain. It's one of the things that always amuses me about Bristol Airport, it was a WW2 airfield especially chosen for training pilots, as it has the most reliably bad weather anywhere in the UK. And now it's a commercial airfield! You literally couldn't pick a worse place for an airfield! Anyway, I've been grounded as a consequence. 😢 I've been fighting with the electronics on the Hurricane, which is an exercise in nailing jelly to the ceiling. The transmitter has hundreds of settings in the software, and switches etc, and there are dozens of wires and jacks on the model. If anything is not quite right it doesn't work as advertised. I had an "event" where the prop suddenly span-up as it sat on the workbench, uncommanded. Fortunately I had a hand to the leading-edge and was able to arrest it's progress before the prop' hit the vice at the end of the bench, only just because it took off across the bench like a scalded-cat! Somewhat chastened by that, I've been building a foldable carriage for models, which means I can work on them at bench height at the field, instead of bending down to do so. This has provision for the tail to secured in place by velcro tabs, so next time the prop' develops a mind of it's own, it'll not be frightening the life out of me! Pics to follow. In the meantime please join me in making all manner of rash promises to the weather-Gods in order that I can get airborne again! -
Fw190A-8 3/JG1 crash Vreeland
Fidd88 replied to JeroenPeters's topic in LSM 1/35 and Larger Work In Progress
You might like to try using glass microscope-slides. You'd need a very good quality glass cutter, a feather-light touch, and a good bucket of luck, as well as lot of practice, but that's the thinnest, most optically clear material you can find. -
Frazer Nash FN5 gun-turrets
Fidd88 replied to Fidd88's topic in LSM 1/35 and Larger Work In Progress
As the weather isn't flyable just now, I turned to converting the box my TX16S transmitter came with, into a carry-case, using seat-belt material, a hot-glue gun, and cutting up one of the two neck-straps the transmitter the transmitter came with. You can buy "proper" Radiomaster cases, but I prefer mine as it's a bit stronger v crushing loads, but perhaps less protective to being dropped. I shall strive mightily not to drop an hundred and sixty quid transmitter! It worked well, with the hot-glue gun providing a very strong bond to the seat-belt material, and it looks fairly smart if one can overlook some over-enthusiastic use of said glue-gun! I've had a crash course in using it, and now have Edge Tx rather than Open Tx loaded, which means all the touch-screen works. Loud cheers! The Hurricane is stall waiting for a mate to 3d print a part, but has had some additional weathering paint applied, so now looks suitably battered and less "foamy"! Still waiting on a bunch of parts to make the detachable portion of the upper fuselage and cupola. The intention is to make one as suitable for 3rd person flight, and the other for FPV, so I can later elect to alternate between the two modes of flight. One will have PO Pruneski, my plastics pilot figure in the cockpit, the other will have the gimballed camera, and all the perspex cut away to just leave the framework. I may in time detail the cockpit on the FPV one. Still working on the Wellington geodetics, have now figured out 4 different ways of producing the curved geodetic channel, so now it's a matter of picking the right method, with least risk of failure in flight or manufacture, and what I can afford... Anyway, that's recent progress. I know all this is moving away from the normal posts here, but I figured I'd keep all my posts in one place! I will come back to the more mainstream modelling in due course, interspersed, I hope with some footage of flight. -
Frazer Nash FN5 gun-turrets
Fidd88 replied to Fidd88's topic in LSM 1/35 and Larger Work In Progress
Cheers, nice to hear from you in NY, as a nipper I lived in Westchester County for a few years, at "Waccabuc" - Dad and his legion of unpaid and bonded kids - restored a very large clap-board house from the 1880's, which when we bought it was held together by the holes the wood-worms had left! The name "Pound ridge" rings a bell in that area, is that where you're from? -
Frazer Nash FN5 gun-turrets
Fidd88 replied to Fidd88's topic in LSM 1/35 and Larger Work In Progress
Hi all, Lots happening "behind the scenes" lately. I've been assisting - with advice and some CAD files- a chap modelling an FN5a (lanc nose turret) model in circa 1/6th scale, in the hope he can side-step some of the traps I fell into making mine. Usual problems connected with extant drawings being incorrect geometrically, and lack of plans. If I get his permission, I'll post the results of his work here. Additionally I've bought a Radiomaster TX16s transmitter, and equipped the switches with pretty colour coded plastic gaiters to make it look as if I know what I'm doing. In truth it's because I'm getting a bit senile and despite my models not needing a tenth of the number of switches with which this beast is equipped, it should reduce the frequency with which I select "undercart up" only to see the nav-lights come on instead, when I have a "senior moment"! I can't get to grips with programming the transmitter, which by all accounts is less fun than root-canal, owing to the battery being on back order since God was a boy. I am looking forward to that. The clevises on the Hurricane cannot be replaced as those appear to have been lost in transit. Bugger. That's okay though as it's far too windy and generally unflyable, and the workshop, currently, is colder than a witch's tit, so not conducive to spending time there. It has a heater which turns money into noise, but does not appreciably warm it up. Am still leaning about FPV. Just as I get the hang of it, some new protocol, camera or widget comes out, rendering all previously hard-won insights into this arcane branch of modelling irrelevant, and the incantations begin again! Naturally the newly named winter storms have been battering us. Usual attrition of fence-panels, and fun-filled evenings trying to get them back the house from 8 miles away inexpertly lashed-down on the roof-rack at 20mph lest it fly off. God I hate winter. At least this time I had the presence of mind to store it in the workshop, nice and dry, instead of what happened last year when it got wet, swelled and had to be planed to get it to fit in the slots in the concrete posts. Those of you who have had to plane wet wood will understand my reluctance to play that game again any time soon! It's enough to even make one take up plastic kit modelling, so it is. 🤯 -
Frazer Nash FN5 gun-turrets
Fidd88 replied to Fidd88's topic in LSM 1/35 and Larger Work In Progress
Cheers. When I move from line of sight flight to FPV (first person view via real time video transmision from a pannable/tiltable camera, I'll replace the current canopy with a 3d printed one capable of opening in the normal manner, with optically clear window panels. The current one is far from optically clear, and is therefore no good for FPV flight. Many FPV pilots of warbirds simply omit the window panels but keep the superstructure of the canopy. I'd prefer to avoid that if possible. -
Frazer Nash FN5 gun-turrets
Fidd88 replied to Fidd88's topic in LSM 1/35 and Larger Work In Progress
Here's a couple more stills. All markings done with multiple stencils to "build up" the eventual roundel etc, oil paint pin-wash and "metal" distressing of panels frequently removed for servicing or rearmament.






-
Frazer Nash FN5 gun-turrets
Fidd88 replied to Fidd88's topic in LSM 1/35 and Larger Work In Progress
And here's a couple of pics of the completed model. The paper tag on the prop is to remind me to address some problems with the clevises before flying it! The stained and holed jumper is my "workshop jumper"!


-
Frazer Nash FN5 gun-turrets
Fidd88 replied to Fidd88's topic in LSM 1/35 and Larger Work In Progress
So had an enjoyable 3 flights today with the "Apprentice" after spending the last few days finishing the painting of the 303 Sqn. Nowhere close to your standards for such a big model but like decorating the house the "4 foot rule" applies! (if u can't see a blemish in the paintwork, it's a "pigment of the imagination"! -
Frazer Nash FN5 gun-turrets
Fidd88 replied to Fidd88's topic in LSM 1/35 and Larger Work In Progress
So lots of time in the workshop recently re-painting the Hurricane from it's factory colours, with a deeper shade of duck-egg blue and dark earth/dark green with Alclad paints. Still to do is all the insignia which will be airbrushed rather than using the bloody horrible stickers that came with it, before finally applying (after a suitable test on polystyrene) of the Alclad gloss varnish (metal areas of the airframe) and Alclad matt varnish for the "fabric" covered parts. After which the weathering/oil-stains etc can be done. I've also bit the bullet and purchased a Tx16 transmitter, and will shortly by a crossfire unit for extended range. For now, the kit canopy will be used, but that will be replaced with an optically clear one for FPV flight in the Spring. The proper "Fishtail" exhausts have been 3d printed but are yet to arrive. Contrast this picture with the stock image above. I think it's an improvement so far!